
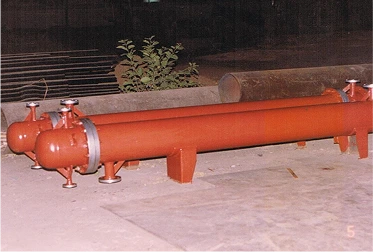
Shell and Tube Heat Exchangers
Engineered for performance and longevity, our custom shell and tube heat exchangers serve diverse industries including petrochemicals, power plants, oil & gas refineries, and more.
Take a moment to explore our product range and discover the solutions that best suit your needs.

Engineered for performance and longevity, our custom shell and tube heat exchangers serve diverse industries including petrochemicals, power plants, oil & gas refineries, and more.
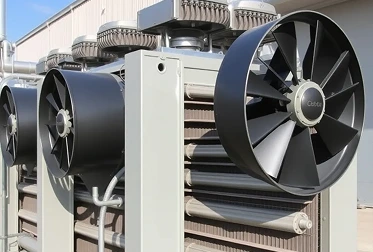
As leading air cooled heat exchanger manufacturers in India, we design and fabricate high quality air-cooled heat exchangers for both cooling and warming processes.

Our high efficiency custom built boilers include fire tube boilers, water tube boilers, industrial boilers and waste heat recovery boilers.

Designed to operate under a range of pressures and temperatures, our IBR certified pressure vessels are engineered to tackle the toughest operational challenges.
Turn waste into value with our industrial heat recovery solutions. Our heat recovery systems harness energy from industrial processes with maximum efficiency.

To extend equipment life, we manufacture high quality replacement components for boiler repair and maintenance in India

Discover high temperature industrial equipment engineered to the highest quality standards and delivered with industry-leading lead times.

Explore our skid mounted boiler systems in India, fully prefabricated, transportable solutions designed for seamless integration into your projects.

Our air pollution control equipment for boilers are designed to safeguard air quality, meet regulations, and support sustainable industry practices.
At Allied Alloy Products, we stand out as a leading high pressure boiler manufacturer through precision engineering, global safety compliance, and energy-efficient designs. Our custom solutions deliver reliability, enhance performance, reduce operating costs, and support sustainable industrial growth.
